弹性柱销齿式联轴器的内外齿怎样加工?
上一篇文章我们讲解了《油泵上安装梅花弹性联轴器的使用方式》,这篇Rokee将接着讲解《弹性柱销齿式联轴器的内外齿怎样加工?》的相关知识:
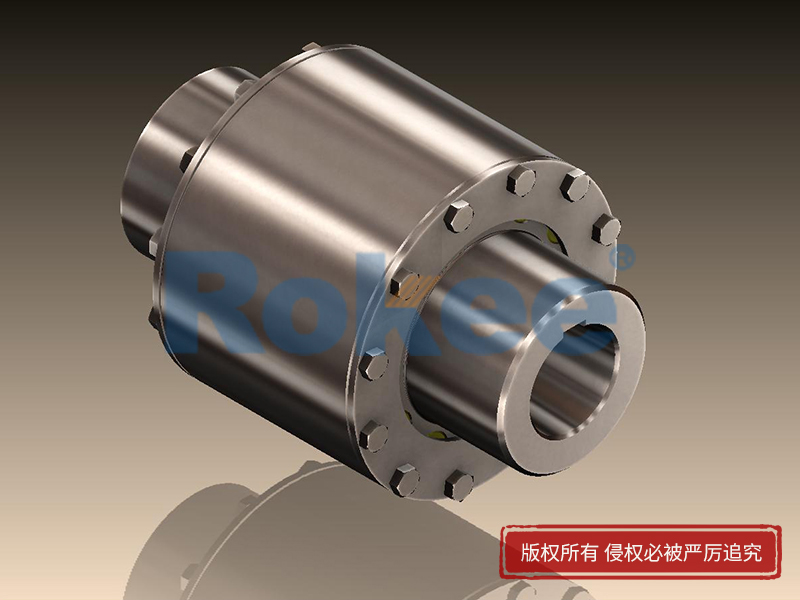
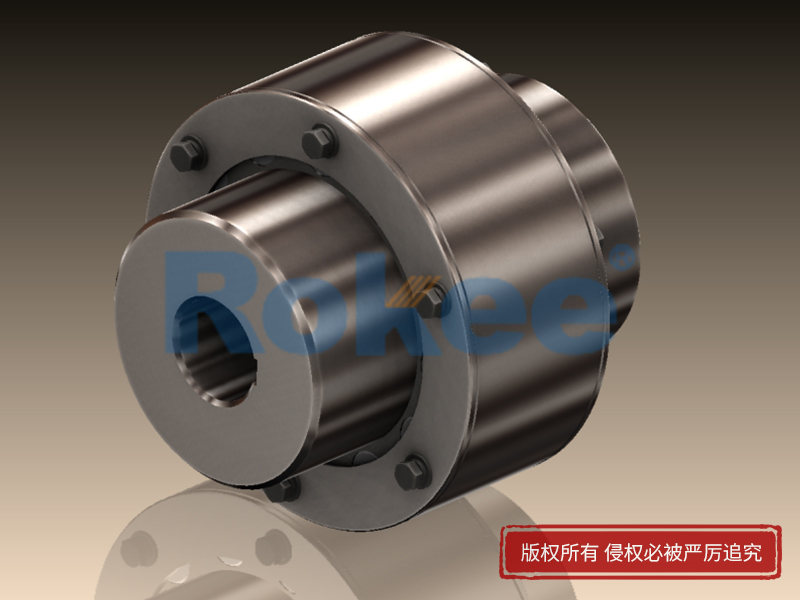
弹性柱销齿式联轴器是由内齿和外齿相互撮合发生扭矩力带动轴转动,一般有鼓型齿轮及直齿轮两种结构型式,弹性柱销齿式联轴器齿轮按标准在粗加工后需要进行调制渗碳处理在精加工,齿轮一般由数控滚齿机及数控插齿机配合加工完成,齿轮加工好后在进行齿轮局部高频蘸火,这样整套加工工艺基本完成,弹性柱销齿式联轴器在安装时需要进行调试,其齿轮之间要注入黏油或黄油,这样能保证联轴器齿轮接触。
弹性柱销齿式联轴器的齿式模数配合是根据理论公式计算出来的,多少齿对应多少模数,而且公差配合要求极高,配合间隙保证在5丝内公差,弹性柱销齿式联轴器的内齿内径和外齿外径公差间隙配合也尤为重要,鼓度曲线多为一段圆弧,也有用三段圆弧的,这些圆称为鼓度圆,在圆弧鼓度曲线中,有鼓度圆中心在齿轮轴线上的,有不在轴线上的,有鼓度圆中心与齿面球面中心重合的,也有不重合的。
通常设计弹性柱销齿式联轴器时,都是以经验为主,总的来说,形弹性柱销齿式联轴器应达到的要求,在轴间倾角处于相对比较大的时候,不出现棱边接触现象轮齿集中载荷越小越好,而齿面曲率与鼓度圆周率成正比,因此鼓度圆半径尽可能大,鼓度曲线曲率半径与内齿单侧减薄量成正比,因此鼓度圆半径应尽可能大,鼓度曲线曲率半径与内齿单侧减薄量成正比,即它与齿的啮合间隙有关,减薄量不足可能会造成干涉,减薄量过大会削弱齿的强度,且会侧隙很大。
弹性柱销齿式联轴器的热处理和机械加工要求,锻件锻后应进行预热处理,以改善组织和可加工性,粗加工,锻件性能热处理前应进行粗加工,性能热处理,锻件应进行淬火和回火,以达所要求的性能,性能热处理后的机加工,机械性能合格后,锻件加工到需方提供的图样所规定的尺寸和表面粗糙度。
Rokee 荣基工业科技(江苏)有限公司(官网:www.rokee.com)立足中国已经逾22年,多年以来我们一直努力实践着我们创新和服务的企业运营理念服务于中国和全球许多合作伙伴,对质量和技术进步的追求使我们的发展也异常迅猛,成为知名的联轴器产品和数控键槽加工中心技术服务的优质供应商。下一篇文章我们将为大家讲解《怎样增加弹性联轴器的使用寿命》的相关知识。
本文由Rokee 荣基工业科技(江苏)有限公司于2020-08-07 08:21:41整理发布。
转载请注明出处:https://www.rokee.com/faq/328.html
 微信客服咨询
微信客服咨询
 微信咨询
微信咨询